

- Вы здесь:
-
Главная

-
Инструментальная оснастка
- Приводные блоки
Приводные блоки


SMW-AUTOBLOK

SMW-AUTOBLOK

SMW-AUTOBLOK

SMW-AUTOBLOK

SMW-AUTOBLOK

SMW-AUTOBLOK

SMW-AUTOBLOK

SMW-AUTOBLOK

SMW-AUTOBLOK


SMW-AUTOBLOK

SMW-AUTOBLOK


SMW-AUTOBLOK


SMW-AUTOBLOK

Прямые поставки приводных блоков WTO
Мы рады предложить прямые поставки высококачественных приводных блоков для станков с ЧПУ от всемирно признанного бренда WTO — лидера в сфере точной инструментальной оснастки.
Наша компания обеспечивает выгодные цены, гибкие условия сотрудничества и постоянное наличие популярных моделей на складах по всей России.
Благодаря широкой логистической сети, мы обеспечиваем быструю и надежную доставку в любой регион страны. Наши опытные специалисты всегда готовы проконсультировать вас и помочь с подбором оптимального приводного блока под конкретную модель вашего станка.
«Оснастка и Станки» — ваш надежный партнер в мире прецизионной механики.
Приводные блоки WTO - инновационные технологии для Вашего производства
Компания WTO занимает лидирующие позиции на глобальном рынке в области разработки и производства высокотехнологичных прецизионных держателей и блоков для токарных центров, автоматов продольного точения и многошпиндельных станков.
Особое место в ассортименте занимают ультра скоростные шпиндели, отличающиеся исключительной надёжностью и эксплуатационной устойчивостью даже в самых интенсивных производственных условиях.
Применение передовых решений в области крепления режущего инструмента позволяет нашим клиентам достигать впечатляющих результатов в производительности и точности обработки.
Именно сочетание инженерных инноваций и безупречного качества вывело продукцию WTO в категорию мировых стандартов, обеспечив её широкое распространение на предприятиях по всему миру — везде, где необходима высокая точность и стабильность при серийной токарной обработке.
Преимущества приводных блоков WTO
Компания WTO представляет собой воплощение современных инженерных решений, предлагая высокоточные статические и приводные блоки, созданные с ориентацией на производительность, надёжность и технологическое превосходство. На всех этапах — от концепта до серийного производства — специалисты WTO придерживаются строгих стандартов качества, исключая компромиссы в точности и эффективности.
Приводные блоки WTO выделяются не только точной механикой, но и внедрением инновационных «smart»-технологий, позволяющих отслеживать параметры работы в реальном времени. Такой интеллектуальный контроль способствует раннему выявлению сбоев, оптимизации процессов обработки и увеличению срока службы как самих блоков, так и режущего инструмента.
Среди ключевых преимуществ приводных блоков WTO — высокая жёсткость конструкции, исключительное качество передачи крутящего момента, стабильность работы при высоких оборотах и минимальный уровень вибраций. Всё это напрямую влияет на точность обработки деталей и снижает износ оборудования.Компания постоянно инвестирует в модернизацию производственных мощностей и развитие цифровых решений, а также активно развивает локализацию для повышения доступности своей продукции. Именно поэтому приводные блоки WTO выбирают ведущие производственные предприятия по всему миру — там, где нет места компромиссам и важна каждая микронная доля точности.
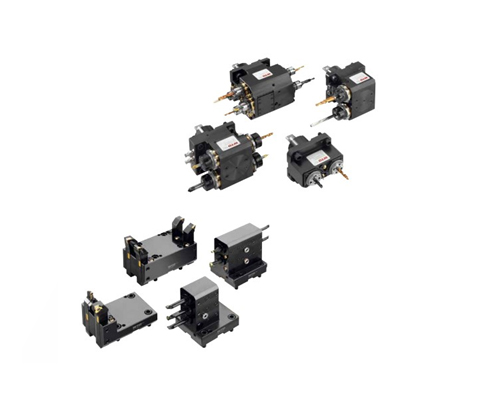
Модельный ряд приводных блоков WTO
Серия Quick Flex WTO

Приводные блоки серии WTO Quick Flex объединяют в себе два решения в одном корпусе: классический цанговый зажим ER и интегрированную систему быстрой смены инструмента. Такое сочетание обеспечивает исключительное удобство в эксплуатации — оператор может легко переключаться между стандартной установкой инструмента и быстрой заменой без дополнительных адаптеров.
Quick Flex — это оптимальный выбор для тех, кто ценит высокую производительность, минимальное время переналадки и точность, сохраняя при этом универсальность стандартных цанг. Идеально подходит для серийного и мелкосерийного производства, где важна каждая минута.
Серия Quick Flex Smart WTO

Серия WTO Quick Flex Smart — это инновационное решение с встроенной интеллектуальной системой мониторинга. Благодаря встроенному беспроводному датчику и защите данных по стандарту Bluetooth BLE 4.2, блоки обеспечивают точный контроль скорости, температуры, вибрации и наработки в реальном времени.
Интуитивный интерфейс позволяет отслеживать состояние каждого подключённого станка, вести полную историю параметров и мгновенно реагировать на отклонения. Quick Flex Smart — это шаг к умному и предсказуемому производству.
Серия Coromant Capto WTO
Серия WTO Coromant Capto разработаны с использованием модульной системы быстрой смены инструмента Sandvik Coromant по международному стандарту ISO 26623. Такое решение позволяет свести к минимуму время на замену инструмента, значительно повышая эффективность производственного процесса.
Система объединяет высочайшую жёсткость, стабильность и универсальность, обеспечивая непревзойдённую точность при фрезеровании и сверлении. Это идеальный выбор для тех, кто ценит надёжность, скорость и предсказуемый результат при работе на современных станках с ЧПУ.
Короткие адаптеры WTO

Адаптеры укороченной серии от WTO, разработанные для прецизионных блоков Coromant Capto, предлагают ключевые преимущества благодаря конструкции без захватывающего паза. Такое исполнение позволяет использовать длинные режущие инструменты, сохраняя при этом высокую жёсткость соединения и стабильность во время обработки.
Уменьшенная длина адаптера снижает вибрации и повышает точность, что особенно важно при высокоточных сверлильных и фрезерных операциях. Это идеальный выбор для тех, кто стремится к максимальной эффективности при минимальных габаритах оснастки.
Статические резцедержатели

Статические резцедержатели WTO проектируется индивидуально под конкретную модель токарного станка, что гарантирует идеальную посадку и полную совместимость с его конструктивными особенностями. Высочайшая точность сборки обеспечивает стабильную работу оборудования на максимальной мощности.
Дополнительное преимущество — встроенный внутренний подвод СОЖ, который позволяет повысить эффективность охлаждения и увеличить ресурс инструмента, обеспечивая максимальную производительность и надёжность в работе.
Многопозиционные резцедержатели
Многопозиционные резцедержатели WTO предназначены для токарных центров с осью Y, обеспечивая расширение количества инструментальных позиций. Это решение значительно увеличивает возможности станка, позволяя производить более сложные детали и широкий ассортимент продукции без необходимости в дополнительной переналадке.
Благодаря этой функции, оператор может быстро переходить между различными процессами, что сокращает время на настройку и повышает общую производительность. Резцедержатели WTO идеально подходят для тех, кто ищет универсальность и эффективность в одном решении.
Блоки с регулируемым углом

Блоки с регулируемым углом WTO обеспечивают выполнение операций под любым необходимым углом на токарных центрах с ЧПУ. Это решение значительно расширяет технологические возможности станка при обработке сложных геометрий.
Встроенный внутренний подвод СОЖ через шпиндель с давлением до 80 бар обеспечивает эффективное охлаждение и удаление стружки, что напрямую влияет на повышение производительности и качества сверления и фрезеровки. Идеальный выбор для гибких производственных задач и прецизионной обработки.
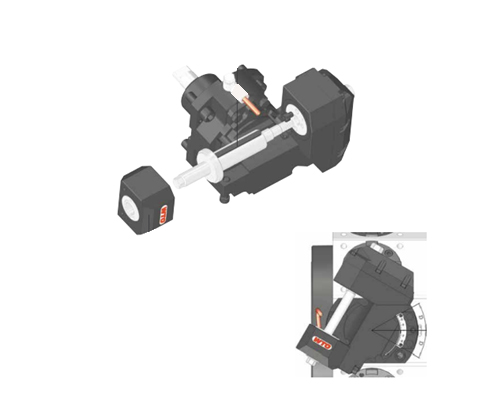
Долбежные блоки WTO

Автоматизированные долбежные блоки WTO предназначены для эффективного и точного изготовления шпоночных пазов и шлицев прямо на токарных центрах с ЧПУ. Благодаря высокой производительности — до 1500 ходов в минуту и максимальной ширине паза до 12 мм, блоки обеспечивают быстрое и надёжное выполнение операций.
Одна универсальная державка используется как для наружного, так и для внутреннего долбления — достаточно просто повернуть её на 180 градусов. Это упрощает переналадку и экономит время, повышая гибкость и эффективность производства.
Зубофрезерный блок WTO
Зубофрезерный блок WTO позволяет выполнять высокопроизводительную и прецизионную обработку зубчатых элементов прямо на токарных центрах с ЧПУ. Благодаря повышенной жёсткости конструкции и минимальному биению, обеспечивается стабильное качество обработки даже при интенсивной нагрузке.
Блок поддерживает сменные оправки, что делает его универсальным решением для различных типов фрез. Возможность достижения 8-й степени точности по ISO 1328 и AGMA 8 подтверждает его пригодность для задач, где критична высокая точность геометрии зубьев и чистота поверхности.
JoomShopping Download & Support